今回は、NCVCでの切削パラメータの設定方法を取り上げたいと思います。
設定ファイルの読み込みと保存
切削パラメータの読み込みは、「オプション」→「切削パラメータの設定」から行います。

切削パラメータはnciファイルに保存されます。ここでは、Init.nciを読み込んでみます。

設定ファイルの内容がロードされて、設定メニューが表示されます。設定後、「新規保存」ボタンで設定を任意のファイル名で保存でき、また「OK」ボタンで設定を適用する事ができます。設定項目は、幾つかのタブに判れているので、以下、タブごとに見ていきましょう。

基本
加工原点や送り速度など基本的な設定を行います。
主軸回転数:
CNC工作機で制御できる場合は、設定できます。
切削送り:
切削する際のXY方向の移動速度です。
小型の卓上CNCの場合は 樹脂やアルミで、300から600mm/min程度です。
Z軸送り:
Z軸方向に切削工具を送る際の移動速度です。
小型の卓上CNCの場合は 10mm/min程度の設定が多い様です。
R点:
移動可能なZ値です。下図のZhighになります。
切込み:
切削工具で切削する最終的な深さになります。
下図のZcutにあたります。
切削原点(G92):
作業の仕方に応じて設定します。下図のZinitにあたります。
なお切削原点、R点、切込みについては、以前の記事「NC工作:加工原点、切り込み値、移動可能なZ値」を参照して下さい。

ヘッダーカスタム、フッターカスタム:
特に指定したい場合は、参照するファイルを選択します。デフォルトでも特に問題がなければ使用できます。
生成
このタブでは、生成するNCコードの書式について設定します。
プログラム番号、ブロック設定、位置指令、省略形などの項目があります。
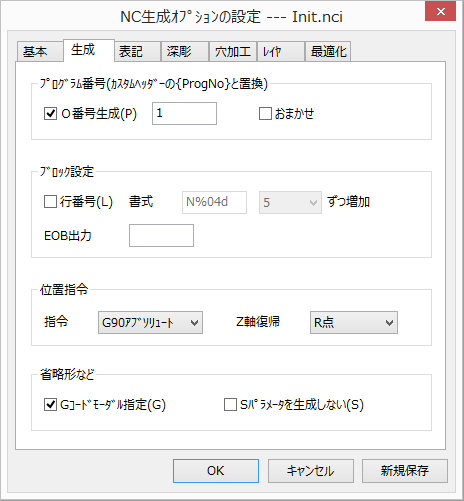
なおNCコードについては、以前の記事「CNC工作:NCコード」で説明していますので、そちらも参考にしてみて下さい。
表記
数値表記方法と円、円弧、楕円に関するNCコードの設定を行います。使用する工作機の仕様にあわせて設定しますが、デフォルトは一般的な設定になっています。

深彫
深彫切削を行うときに設定します。

「基本切込み」と「R点」については、「基本」で設定した値が表示されます。
加工済み深さの指示:
一部加工済の場合は、その深さを指定します。
Z軸送り:
Z軸の送り速度を設定します。
【深彫切削】
深彫切削を行う:
深彫を行う場合は、チェックを入れます。通常のCNC工作では、深彫切削を上手く利用して加工を行います。
最終切込み:
最終的な切込み量を指定します。
切込みステップ:
1ステップあたりの切込み量を設定します。
手順:
全体、一筆のいずれかを選択します。
方向:
往復、一方のいずれかを選択します。
R点復帰:
G1切削送り、G0早送りのいずれかを選択します。
最終Z値仕上げ:
・回転数:最終仕上げの回転数を指定します。
・仕上げ送り:最終仕上げ時の送り速度を設定します。
穴加工
穴加工の設定を行います。NCVCでは通常、点データは穴加工として認識されます。

穴加工回転数:
穴加工時の回転数です。
穴加工送り:
穴加工時の送りスピードです。
R点:
穴加工時の移動可能なZ値です。
切込み:
最終的な切込み深さです。
ドウェル時間:
ドウェルとは、設定した時間だけプログラムを休止させる事です。非貫通穴の底を綺麗に仕上げたい場合などに指定します。
同一座標は無視:
重複した点がある場合の処理方法です。
切削順序:
先に穴加工、後で穴加工、穴加工のみ、から選択します
Z軸復帰:
G81ドリル、G85ボーリングのいずれかを選択します。
時間表記:
小数点、整数のいずれかを選択さいます。
【拡張設定】
円データも穴加工データとみなす場合の設定を行います。
レイヤ
レイヤ関連の設定を行います。

切削レイヤ:
複数レイヤごとにコメントを埋め込むかを選択します。
移動レイヤ:
深彫手順が「全体」の時は、設定が無視されます。
・Z軸は、「R点復帰」、「そのまま」、「イニシャル点復帰」で移動のいずれかを選択します。
・カスタム移動コード関連や固定サイクル中はL0で出力するかどうかなどを設定します。
最適化
切削や穴加工の効率的に行う為の設定を行います。

【切削データ座標検索条件】
許容差:
指定値未満を同一座標とみなすことができます。
許容差以上なら:
許容差以上の場合の処理を選択します。
「Z軸上昇後次の切削ポイントへG0移動」
「G1による次の切削ポイントへの補間」
のどちらかに設定します。
【穴加工データ探索の優先軸:】
優先軸:
X軸、Y軸の中から選択します。
同一軸とみなす許容差:
許容差をを指定します。
まとめ
以上、切削パラメータの設定について説明しましたが、雛形を作成しておいて、工作物に合わせて都度、細かい設定を行うと良いでしょう。多少、NCコードについての知識が必要になるので、以前の記事「CNC工作:NCコード」も参考にして下さい。また機会があれば、NCコードについて、より詳しく説明したいと思います。
Sponsored Link